
Le tire-clou — appelé stud welder ou dent puller en anglais, parfois soudeuse de goujons ou pistolet à clous de carrosserie — est l’outil de référence pour le débosselage sans démontage en carrosserie automobile. Son principe : souder en quelques millisecondes un clou ou une broche sur la face extérieure de la tôle endommagée, puis exercer une traction contrôlée pour remettre le métal en forme — sans accès au revers de la pièce. Il est le complément indispensable de la soudeuse par point dans tout atelier de carrosserie.
SOUDURE TIG · MIG/MAG
MMA · PAR POINT · DÉBOSSELAGE
Liens fiables et vérifiés — disponibles sur Amazon & AliExpress






Ce guide complet sur le tire-clou de carrosserie couvre tout ce qu’il faut savoir pour l’utiliser efficacement : le principe du soudage par décharge capacitive, les réglages par épaisseur de tôle, la technique de débosselage pas à pas, les défauts fréquents et comment les corriger, et comment choisir le bon équipement. Consultez aussi nos guides sur la soudure MIG/MAG, le soudage TIG et la soudure par point pour une vision complète des procédés de carrosserie.
1. Principe du tire-clou : le soudage par décharge capacitive
Le tire-clou fonctionne par soudage par décharge capacitive (SDC) — un condensateur chargé libère en quelques millisecondes une impulsion électrique intense à travers un clou ou une broche métallique positionné sur la tôle. Cette décharge génère une chaleur localisée qui soude la base du clou sur la face extérieure de la tôle sans la traverser — sans trou, sans perçage, sans accès au revers. Une fois le clou soudé, un outil de traction (marteau à inertie, levier, pont extracteur) est fixé au clou et tire la tôle vers l’extérieur pour la remettre en forme.

Le processus se déroule en quatre étapes : préparation et dévernissage de la surface endommagée, soudage du clou ou de la broche sur la bosse, traction contrôlée pour remettre la tôle en forme, puis retrait du clou et ponçage pour finir la surface. L’ensemble peut se faire en quelques minutes sur une bosse simple, sans démonter le panneau.
Tire-clou vs soudeuse par point : deux outils complémentaires
Le tire-clou et la soudeuse par point sont deux outils distincts qui se complètent en carrosserie — ils ne font pas le même travail et ne sont pas interchangeables.
| Critère | Tire-clou (stud welder) | Soudeuse par point (résistance) |
|---|---|---|
| Principe | Décharge capacitive sur 1 face | Résistance électrique entre 2 électrodes |
| Accès nécessaire | ✅ Une seule face (extérieur) | Les deux faces de la tôle |
| Usage principal | Débosselage, traction de tôle | Assemblage / reconstruction de points |
| Joint produit | Clou temporaire (retiré après) | Point de soudure permanent |
| Application type | Bosse sur portière, aile, capot | Remplacement de panneau de structure |
| Démontage requis | ✅ Non (réparation sur place) | Parfois (accès aux deux faces) |
2. Réglages du tire-clou par épaisseur de tôle
Les réglages d’un tire-clou dépendent principalement de l’épaisseur de la tôle à réparer, du type de métal (acier doux, acier galvanisé, aluminium) et du diamètre du clou ou de la broche utilisé. Les valeurs suivantes sont des références indicatives pour de l’acier doux non peint avec des clous standard Ø 2–3 mm. La tôle doit être mise à nu (peinture et apprêt enlevés) dans la zone de soudage pour garantir une bonne conductivité électrique.
Tableau de réglages tire-clou — acier doux (valeurs indicatives)
| Épaisseur tôle | Puissance recommandée | Durée décharge | Type clou/broche | Traction conseillée |
|---|---|---|---|---|
| 0,6–0,8 mm | Faible (30–50 %) | Très courte | Clou fin Ø 2 mm | Marteau à inertie léger |
| 0,8–1,0 mm | Faible–Moyen (40–60 %) | Courte | Clou standard Ø 2,5 mm | Marteau à inertie standard |
| 1,0–1,2 mm | Moyen (50–70 %) | Courte | Clou standard Ø 3 mm | Marteau à inertie standard |
| 1,2–1,5 mm | Moyen–Fort (60–80 %) | Courte–Moyenne | Clou renforcé Ø 3 mm | Marteau à inertie lourd |
| 1,5–2,0 mm | Fort (70–90 %) | Moyenne | Broche / rondelle | Pont extracteur |
| Aluminium 0,8–1,5 mm | Faible–Moyen (40–65 %) | Très courte | Clou aluminium dédié | Traction très progressive |
Règle pratique : commencer toujours avec une puissance faible et augmenter progressivement jusqu’à obtenir un clou bien soudé sans brûler la tôle. Un clou qui se décolle à la traction → puissance insuffisante. Une auréole brûlée autour du clou → puissance trop élevée ou durée trop longue. Tester systématiquement sur une chute du même matériau avant de travailler sur le véhicule.
Spécificités de l’aluminium
L’aluminium est de plus en plus présent sur les véhicules modernes (capots, ailes, toits de certains SUV et véhicules premium). Il est plus difficile à souder au tire-clou que l’acier : sa conductivité thermique très élevée dissipe la chaleur rapidement, et sa couche d’oxyde naturelle (alumine) résiste au passage du courant. Pour l’aluminium, utiliser obligatoirement des clous et électrodes dédiés aluminium, dégraisser soigneusement la surface et brosser avec une brosse inox réservée à l’aluminium pour éliminer l’oxyde. La traction doit être très progressive pour éviter de déchirer le métal.
3. Technique de débosselage au tire-clou : étape par étape
Le débosselage au tire-clou suit un protocole précis en six étapes. L’objectif est de remettre progressivement la tôle en forme sans créer de nouvelles déformations ni fragiliser le métal.
Étape 1 — Évaluation et marquage de la zone
Analyser la bosse sous différents angles d’éclairage (lumière rasante, règle lumineuse) pour identifier le point le plus bas (apex de la bosse), les zones de tension et les éventuels plis. Marquer au crayon de carrosserie les points de soudage prévus — travailler de la périphérie vers le centre, jamais l’inverse.
Étape 2 — Préparation de la surface
Poncer la zone de soudage jusqu’au métal nu sur un diamètre légèrement supérieur à la bosse. La peinture, l’apprêt et la protection cire empêchent le passage du courant et rendent le soudage impossible. Dégraisser avec un solvant adapté. Sur acier galvanisé, poncer plus énergiquement car le zinc crée une résistance supplémentaire.
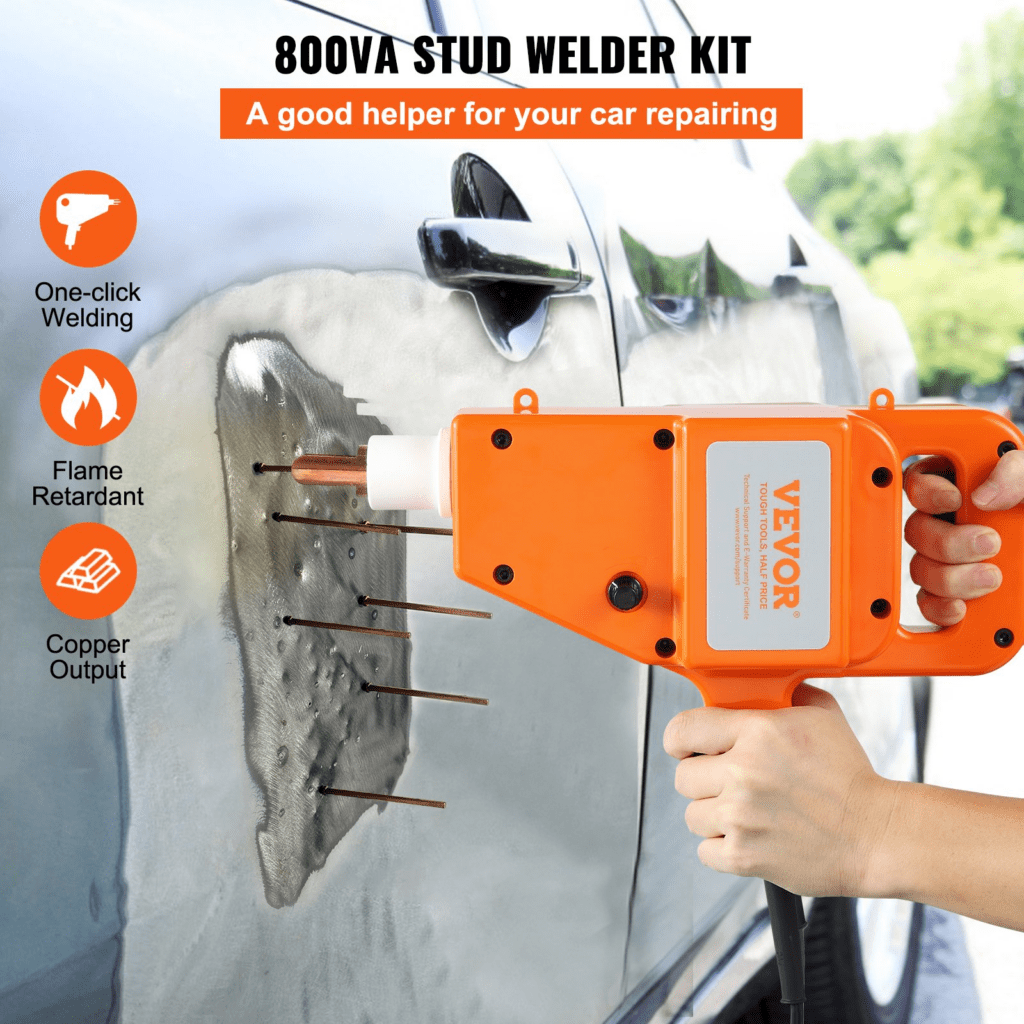
Étape 3 — Soudage des clous
Régler la puissance du tire-clou selon l’épaisseur de la tôle (voir tableau ci-dessus). Positionner le pistolet perpendiculaire à la surface, appuyer fermement et déclencher la décharge. La soudure est quasi instantanée. Souder les clous en quinconce depuis la périphérie de la bosse vers son centre, en espaçant les points de 15 à 25 mm. Ne pas souder trop de clous d’un coup — travailler par séquences courtes pour éviter d’accumuler les déformations.
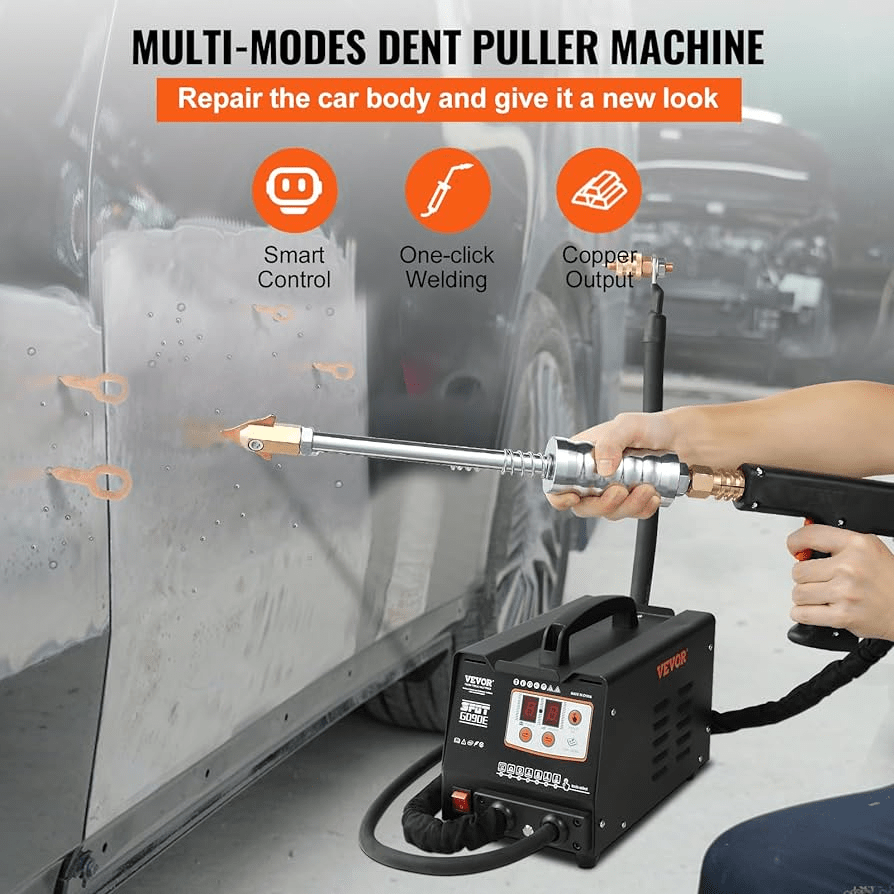
Étape 4 — Traction et redressement
Fixer le marteau à inertie ou le levier extracteur sur le premier clou (périphérie). Exercer une traction progressive et contrôlée — jamais de coup sec violent qui risquerait d’étirer la tôle. Alterner les points de traction en progressant vers le centre. Vérifier régulièrement l’évolution de la déformation sous lumière rasante. Pour les bosses importantes, plusieurs séquences soudage/traction sont souvent nécessaires.
Étape 5 — Retrait des clous
Une fois la tôle remise en forme, casser les clous avec une pince coupante au ras de la tôle ou les tordre jusqu’à rupture. Les résidus de base de clou sont éliminés à la meuleuse à disque ou à la ponceuse orbitale. Ne jamais tirer un clou vers le haut après le débosselage — on risquerait de re-déformer la tôle qui vient d’être remise en forme.
Étape 6 — Finition
Poncer les traces de soudure, planéifier si nécessaire avec une petite quantité de mastic polyester, puis apprêter et repeindre dans les règles de l’art. Sur les panneaux à surface apparente, un contrôle final au règle lumineuse confirme la planéité avant mise en peinture.
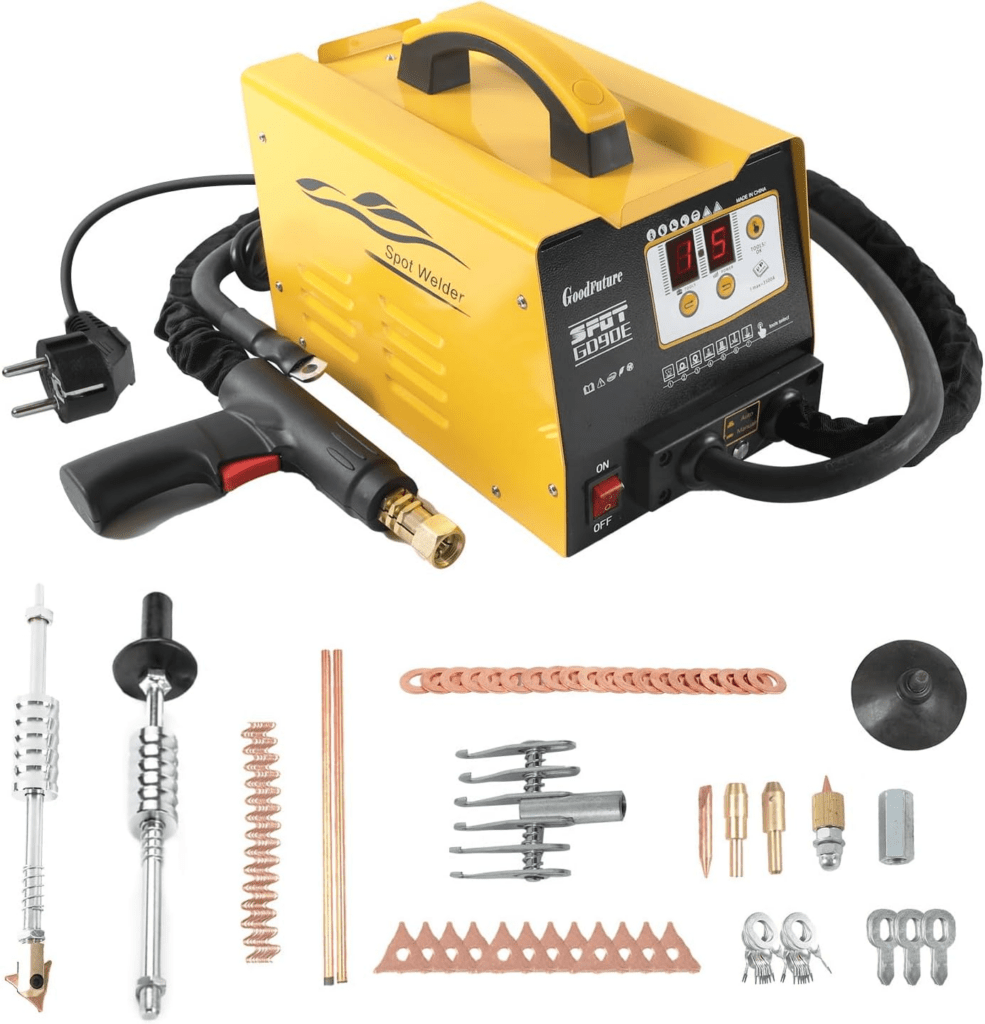
4. Composants d’un tire-clou de carrosserie
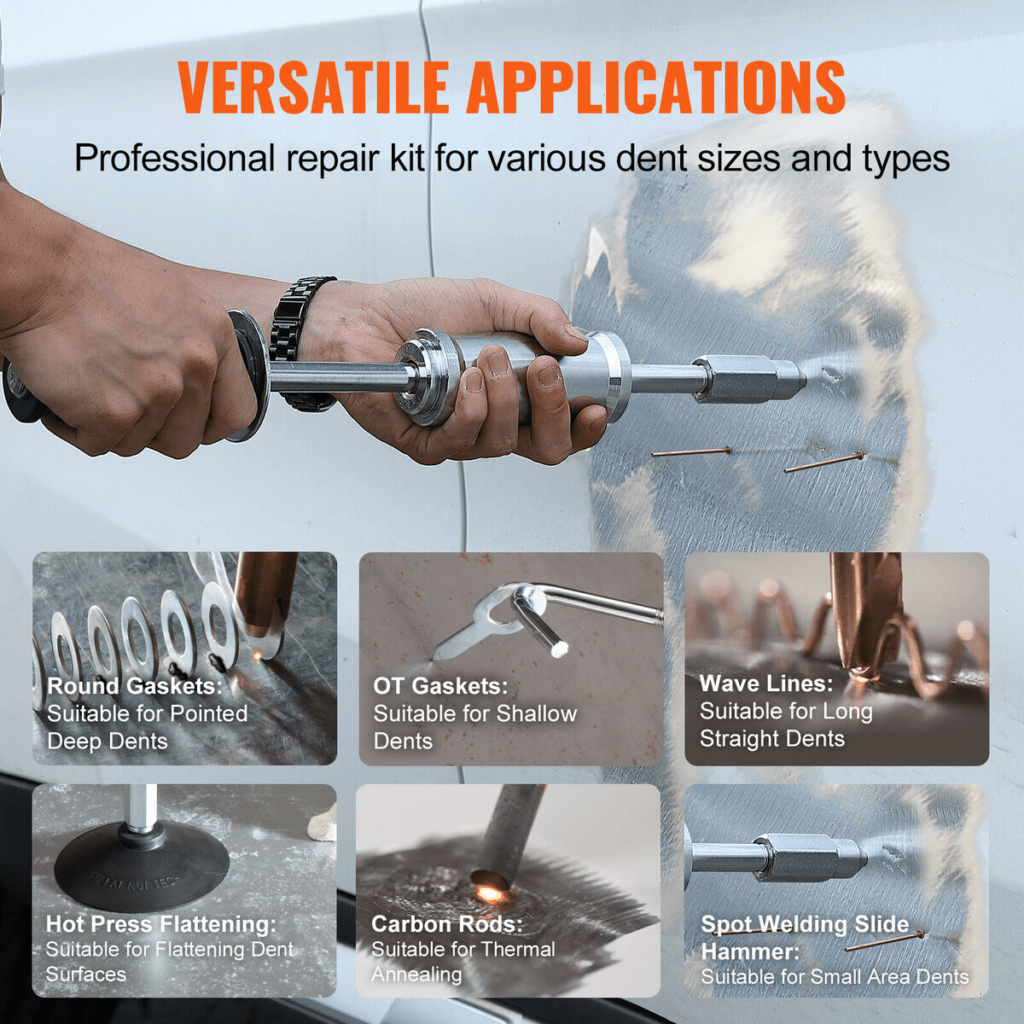
Un kit tire-clou de carrosserie complet comprend plusieurs éléments indispensables. Le pistolet de soudage abrite le condensateur, l’électrode et la gâchette — c’est la pièce centrale qui délivre la décharge capacitive. L’électrode (en cuivre ou alliage cuivre) conduit le courant au clou et doit être maintenue propre et en bon état. Les clous et broches (ou goujons) sont les consommables — ils existent en différents diamètres (2 à 4 mm) et longueurs selon l’application. Le marteau à inertie (sliding hammer) est l’outil de traction le plus polyvalent — un poids coulissant sur une tige frappe une butée et génère la force de traction. Des accessoires complémentaires (rondelles, crochets, leviers, pont extracteur) permettent de travailler sur des surfaces courbes ou de répartir la traction sur une zone plus large.
Entretien de l’électrode
L’électrode est le composant le plus sensible du tire-clou. Une électrode oxydée, encrassée ou dont la pointe est usée génère des soudures inconsistantes — clous qui ne tiennent pas ou qui se soudent de travers. Nettoyer l’électrode à la laine d’acier ou au papier abrasif fin après chaque session. Remplacer dès que la pointe est trop courte ou présente des fissures. Sur aluminium, utiliser une électrode dédiée pour éviter la contamination croisée.
5. Défauts fréquents au tire-clou et corrections
| Défaut observé | Cause probable | Correction |
|---|---|---|
| Clou qui se décolle à la traction | Puissance trop faible, surface mal préparée (peinture résiduelle), électrode oxydée | Augmenter la puissance, poncer jusqu’au métal nu, nettoyer l’électrode |
| Auréole brûlée autour du clou | Puissance trop élevée ou durée trop longue, tôle trop fine pour le réglage | Réduire la puissance, utiliser un clou de plus petit diamètre |
| Clou soudé de travers (incliné) | Pistolet non perpendiculaire à la surface, pression insuffisante au moment de la décharge | Maintenir le pistolet perpendiculaire et appuyer fermement avant de tirer la gâchette |
| Tôle sur-tirée (sur-rectification) | Traction trop violente ou trop localisée, travail en commençant par le centre | Travailler de la périphérie vers le centre, traction progressive et douce |
| Pas de soudure (pas de décharge) | Surface peinte ou vernie (mauvais contact), connexion de masse défectueuse, condensateur déchargé | Poncer le métal à nu, vérifier la pince de masse et le câble |
| Tôle qui se perce (trou) | Puissance beaucoup trop élevée pour l’épaisseur, tôle très fine ou corrodée | Réduire fortement la puissance, vérifier l’état de la tôle, tester sur chute |
6. Applications du tire-clou en carrosserie
Le tire-clou est l’outil de choix pour toutes les situations où l’accès au revers de la tôle est impossible ou trop long à obtenir. En carrosserie automobile, ses applications principales sont le débosselage des portières (où le démontagede la garniture est long et risqué), des ailes (souvent soudées à la caisse sans accès intérieur facile), des capots (double peau difficile d’accès), des toits (accès intérieur très restreint, risque de déformer le pavillon), et des planchers et longerons après un choc. Il est également utilisé pour tirer les bords et relevés de bord (ourlets de portière, bas de caisse) déformés lors d’un accrochage.
Au-delà de la carrosserie automobile, le tire-clou est utilisé en carrosserie industrielle (remorques, bennes, caravanes), dans la réparation de machines agricoles (capotages, bennes de tracteurs), en aéronautique légère (réparation de revêtements en aluminium) et en carrosserie nautique (coques en aluminium de bateaux). Sa capacité à travailler sans accès au revers en fait un outil universel pour tout travail de redressement de tôle.
7. Choisir son tire-clou : critères essentiels
Trois critères déterminent le choix d’un tire-clou de carrosserie. La puissance et la capacité de charge du condensateur détermine l’épaisseur maximale de tôle soudable et la solidité des clous soudés — pour la carrosserie automobile standard (0,6 à 1,5 mm), un appareil de puissance moyenne suffit ; pour les tôles plus épaisses (longerons, planchers, carrosserie industrielle), une puissance supérieure est nécessaire. La compatibilité des accessoires (diversité des clous, broches, rondelles, crochets, outils de traction inclus ou disponibles) conditionne la polyvalence de l’outil sur différents types de bosses et de zones. La compatibilité aluminium est un critère de plus en plus important avec la généralisation de l’aluminium sur les véhicules récents — vérifier que l’appareil dispose d’un mode ou de réglages adaptés à ce matériau.
Pour un usage amateur ou semi-professionnel (atelier particulier, petit garage), un tire-clou portable avec marteau à inertie et assortiment de clous couvre 90 % des situations courantes. Pour un usage professionnel intensif, privilégier un appareil avec réglage numérique de la puissance, condensateur de grande capacité, et un kit d’accessoires complet incluant rondelles et pont extracteur. Les tire-clous VEVOR offrent un excellent rapport qualité-prix pour les travaux de carrosserie courants.
8. Sécurité lors de l’utilisation du tire-clou
Le tire-clou est généralement plus sûr que les procédés de soudage à l’arc (pas de rayonnement UV, peu de fumées en fonctionnement normal sur acier nu), mais il présente ses propres risques. Les brûlures de contact sur les pièces chaudes et les projections de métal lors du soudage sont les risques les plus fréquents — porter des gants et des lunettes de protection. Le risque d’électrocution est limité mais existe en cas de condensateur défectueux ou de câbles endommagés — vérifier l’état de l’équipement avant chaque session. Sur tôles peintes avec des peintures anciennes au plomb ou sur des surfaces traitées, les vapeurs dégagées lors du ponçage préparatoire peuvent être toxiques — travailler masqué (FFP2 minimum) et ventiler. Les projections de clous mal soudés lors de la traction sont dangereuses — toujours se positionner sur le côté lors de la traction. Conformément au Code du travail (art. R. 4321-1) et aux recommandations de l’INRS, le port des EPI adaptés est obligatoire en milieu professionnel.
9. Questions fréquentes sur le tire-clou (FAQ)
Quelle est la différence entre un tire-clou et une soudeuse par point ?
Le tire-clou soude un clou temporaire sur une seule face de la tôle par décharge capacitive, puis tire la tôle pour la débosseler — sans accès au revers nécessaire. La soudeuse par point assemble deux tôles superposées par résistance électrique entre deux électrodes — elle nécessite l’accès aux deux faces et produit un point de soudure permanent. Les deux outils se complètent en carrosserie : le tire-clou répare les bosses ; la soudeuse par point reconstitue les points de structure lors d’un remplacement de panneau.
Faut-il enlever la peinture avant d’utiliser un tire-clou ?
Oui, obligatoirement. La peinture, l’apprêt et les protections cire sont des isolants électriques qui empêchent la décharge capacitive d’atteindre le métal — le clou ne se soude pas ou se soude très mal. La zone de soudage doit être amenée au métal nu par ponçage (disque abrasif P80 ou P120), sur un diamètre légèrement plus grand que la zone à réparer. La pince de masse doit également être placée sur du métal nu à proximité.
Peut-on utiliser un tire-clou sur de l’aluminium ?
Oui, mais avec des précautions spécifiques. L’aluminium nécessite des clous et une électrode dédiés aluminium (ne jamais mélanger avec le matériel utilisé sur l’acier au risque de contamination). La surface doit être dégraissée et brossée avec une brosse inox réservée à l’aluminium pour éliminer la couche d’oxyde. La puissance doit être réduite (conductivité thermique élevée) et la traction très progressive pour éviter de déchirer le métal. Certains tire-clous d’entrée de gamme ne sont pas compatibles aluminium — vérifier les spécifications de l’appareil.
Comment savoir si le clou est bien soudé avant de tirer ?
Un clou bien soudé résiste à une légère torsion manuelle — il ne se détache pas à la main. Visuellement, la base du clou doit présenter un bourrelet métallique régulier tout autour, sans noircissement excessif (brûlure) ni espace entre la base du clou et la tôle. Si le clou pivote facilement à la main, la soudure est insuffisante — ajuster la puissance et re-souder à côté (éviter de re-souder exactement au même endroit).
Combien de clous faut-il souder sur une bosse ?
Le nombre dépend de la taille et de la complexité de la bosse. Pour une petite bosse simple (diamètre < 5 cm), 3 à 5 clous suffisent généralement. Pour une bosse moyenne (5 à 15 cm), 8 à 15 clous disposés en cercles concentriques de la périphérie vers le centre. Pour une grande déformation (impact de grêle étendu, bosse de capot), plusieurs séquences de soudage/traction sont nécessaires, parfois avec des rondelles ou des brides pour répartir la traction sur une plus grande surface.
Le tire-clou laisse-t-il des traces visibles sur la tôle ?
Le soudage laisse une petite trace thermique sur la tôle (tache de recuit de quelques millimètres autour de chaque clou) — invisible sous la peinture, mais qui peut légèrement modifier la structure métallurgique locale de la tôle. Cette zone est ensuite ponçée, mastiquée si nécessaire, puis apprêtée et repeinte. Si la puissance a été trop élevée, une auréole plus marquée (ou un début de trou) peut apparaître — d’où l’importance de tester les réglages sur une chute avant d’intervenir sur le véhicule.
Un tire-clou peut-il remplacer le débosselage sans peinture (PDR) ?
Non — le débosselage sans peinture (PDR — Paintless Dent Repair) et le tire-clou sont deux techniques complémentaires. Le PDR travaille par poussée depuis l’intérieur sans toucher à la peinture — il est idéal pour les petites bosses régulières (grêle, coups de portière) où la peinture est intacte. Le tire-clou est nécessaire quand l’accès intérieur est impossible, quand la peinture est déjà abîmée, ou quand la déformation est trop importante pour le PDR. Un carrossier expérimenté utilise les deux techniques selon la situation.
Quelle puissance (en joules ou en ampères) faut-il pour un tire-clou de carrosserie ?
Pour la carrosserie automobile standard (tôles 0,6 à 1,5 mm), un tire-clou délivrant 800 J à 1 500 J (selon les fabricants, certains expriment la puissance en ampères ou en pourcentage) couvre la très grande majorité des applications. Pour des tôles plus épaisses (carrosserie industrielle, planchers, longerons) ou pour l’aluminium nécessitant des réglages précis, un appareil plus puissant avec réglage numérique est recommandé. Les tire-clous VEVOR offrent un excellent rapport qualité-prix pour les usages courants.
Peut-on utiliser un tire-clou sur de l’acier galvanisé ?
Oui, mais le zinc de la galvanisation augmente la résistance électrique de surface et rend le soudage plus difficile. Il faut poncer plus énergiquement pour exposer le métal sous-jacent, et légèrement augmenter la puissance par rapport aux réglages acier doux. Les vapeurs de zinc dégagées lors du soudage sont toxiques — travailler impérativement en zone ventilée ou avec un masque FFP3.
Le tire-clou est-il conforme aux exigences constructeurs pour les réparations ?
Pour le débosselage de panneaux extérieurs (portières, ailes, capots), le tire-clou est un outil de réparation universellement accepté. Pour les éléments structurels (longerons, bas de caisse, structure de caisse), les constructeurs imposent dans leurs plans de réparation des procédés spécifiques (soudage par point, MIG/MAG, parfois collage structurel) — consulter les documentations techniques officielles (accessibles via ICAR, les portails constructeurs ou les systèmes de documentation homologuée) avant toute intervention sur une zone de structure.
Conclusion : le tire-clou, indispensable en débosselage
Le tire-clou de carrosserie est l’outil de référence pour tout débosselage sans accès au revers : rapide, précis, sans démontage, compatible acier et aluminium. Avec les bons réglages de puissance selon l’épaisseur de tôle, une préparation de surface soignée, une progression méthodique de la périphérie vers le centre et des tractions douces et contrôlées, vous obtiendrez des résultats nets et durables sur n’importe quel type de bosse de carrosserie. Découvrez notre sélection de tire-clous, soudeuses par point, MIG/MAG, TIG et MMA VEVOR pour équiper votre atelier.