
TIG welding — also known as GTAW (Gas Tungsten Arc Welding) — is widely regarded as the most precise and highest-quality welding process available today. Used across aerospace, food-grade fabrication, motorsport, and precision engineering, it produces clean, spatter-free weld beads on steel, stainless steel, aluminum, titanium, and exotic alloys. Whether you’re a hobbyist welder or a certified professional, mastering TIG welding opens up a level of quality that no other process can match.
SOUDURE TIG · MIG/MAG
MMA · PAR POINT · DÉBOSSELAGE
Liens fiables et vérifiés — disponibles sur Amazon & AliExpress






In this complete guide to TIG welding, we cover everything you need to get it right: choosing the right TIG welder, dialing in your amperage and shielding gas flow rate, selecting the correct tungsten electrode, and understanding the critical difference between AC and DC TIG welding. Whether you’re just starting out or looking to sharpen your technique, you’ll find reliable, practical information here.
1. What Is TIG Welding? (GTAW Process Explained)
TIG welding (GTAW) is an arc welding process that uses a non-consumable tungsten electrode to create the weld arc, while an inert shielding gas — typically pure argon — protects the weld pool and electrode from atmospheric contamination. Filler metal, when required, is fed manually as a rod or wire. The result is an exceptionally clean, controlled weld with no spatter, minimal distortion, and outstanding mechanical properties. TIG welding is classified under AWS process number 141 (GTAW).

TIG welding is the go-to process in industries where weld quality is non-negotiable: aerospace and defense, pharmaceutical and food-grade stainless fabrication, motorsport roll cage and chassis work, nuclear and power generation pipework, and high-end custom metalwork. It’s also the standard process for welding thin-gauge material and exotic metals like titanium and Inconel.
2. TIG Welding Advantages Over MIG and Stick Welding
TIG welding stands apart from MIG and stick (SMAW) welding in several key ways. It gives you total control over heat input and weld pool size, produces zero spatter, causes minimal warping on thin material, and delivers a weld bead appearance that often requires no post-weld cleanup. It’s the preferred process wherever the weld itself will be visible or structurally critical. Check out our full comparison of TIG, MIG, and Stick welders.
Precision and Weld Quality with TIG (GTAW)
Because the tungsten electrode doesn’t melt, and filler rod is added independently, the welder has complete, simultaneous control over arc length, heat input, and filler deposition. A foot pedal amperage control — available on quality TIG machines — adds another layer of real-time control, making it possible to reduce heat as you approach the end of a joint or weld thin sections without burning through.
Material Versatility with TIG Welding
TIG welding handles the widest range of metals of any arc welding process: mild steel, stainless steel, aluminum, copper, titanium, magnesium, nickel alloys, and more. An AC/DC TIG welder covers the full spectrum — AC current for aluminum and magnesium, DC for steel, stainless, and titanium — all from a single machine.
3. How a TIG Welder Works
A TIG welder generates an electrical arc between a tungsten electrode and the base metal. Pure argon shielding gas (typically 99.99% purity, AWS/CGA Grade 5.0) flows through the torch cup, blanketing the weld pool and hot tungsten from oxygen and nitrogen in the atmosphere. On quality machines, arc starting is done via High-Frequency (HF) start, which ignites the arc without contact — preserving the tungsten tip and ensuring a clean start every time.
Key Components of a TIG Welding Setup
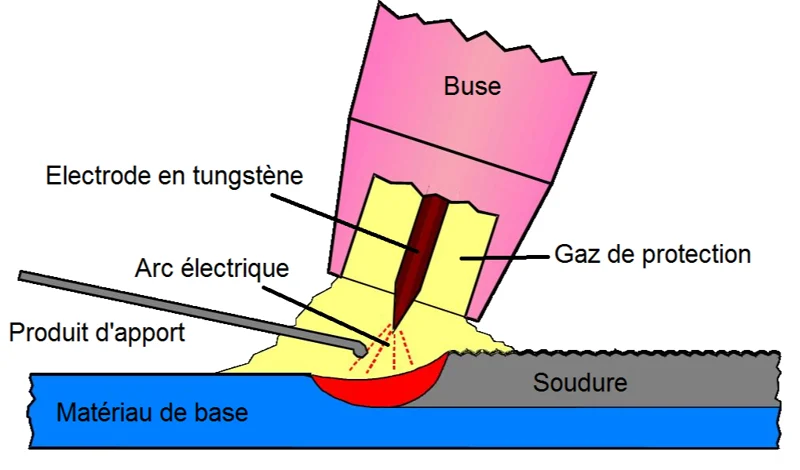
A complete TIG welding setup consists of an AC/DC inverter power source, a TIG torch with ceramic gas cup, a tungsten electrode, an argon cylinder with regulator and flowmeter, and filler rod as needed. A foot pedal and HF arc start are essential features on any quality TIG machine — they make a significant difference to control and weld quality, especially on thin material.
4. Tungsten Electrode Color Chart: Types and Uses
Choosing the right tungsten electrode is one of the most important decisions in TIG welding. Each type is identified by a standardized color-coded band (ISO 6848 / AWS A5.12) and is optimized for specific metals and current types. Using the wrong tungsten leads to poor arc starts, contaminated welds, and shortened electrode life.
| Color | Type | Current | Best For |
|---|---|---|---|
| 🟢 Green | Pure tungsten (WP) | AC | Aluminum, magnesium |
| 🔴 Red | 2% Thoriated (WT20) | DC– | Steel, stainless, titanium, copper |
| 🟡 Gold/Yellow | 1.5% Lanthanated (WL15) | AC/DC | All-purpose — recommended |
| ⚫ Grey | 2% Ceriated (WC20) | AC/DC | Steel, stainless, aluminum |
| 🟣 Purple | E3 Tri-oxide | AC/DC | All-purpose, high performance |
Pro tip: For a general-purpose shop electrode that works on everything, go with the lanthanated WL15 (gold/yellow) or the E3 (purple). Both handle AC and DC, strike easily, and last well. The 2% thoriated WT20 (red) is excellent for DC work but is mildly radioactive — always wear a dust mask when grinding it and never grind it dry indoors.
5. TIG Welding AC vs DC — What’s the Difference and When to Use Each
The choice between DC (Direct Current) and AC (Alternating Current) in TIG welding is fundamental — it determines which metals you can weld and what quality you can achieve. Get it wrong and you simply won’t be able to weld certain materials at all.
| Feature | TIG DC (Direct Current) | TIG AC (Alternating Current) |
|---|---|---|
| Metals | Steel, stainless, titanium, copper | Aluminum, magnesium |
| Arc character | Stable, focused, precise | Cleaning action — breaks oxide layer |
| Tungsten | Thoriated (red), lanthanated (gold) | Pure tungsten (green) or E3 (purple) |
| Penetration | Deep and narrow | Wider, shallower profile |
| AC frequency | — | 50–200 Hz (adjustable on quality machines) |
| Typical use | Pipe, fabrication, aerospace | Aluminum bodywork, engine parts |
Bottom line: if you only weld steel and stainless, a DC-only TIG welder will do the job. If you need to weld aluminum or magnesium, AC TIG is a must — DC simply cannot break through aluminum’s tenacious oxide layer (Al₂O₃, melting point 3,700°F / 2,050°C), which sits well above aluminum’s own melting point of 1,220°F (660°C). For a versatile shop machine that handles everything, invest in an AC/DC TIG welder like the VEVOR range.
6. TIG Welder Settings: Amperage, Gas Flow Rate and Electrode Size
Getting your TIG welder settings right is the difference between a clean, strong weld and a frustrating mess. Amperage (welding current), current type (AC/DC), shielding gas flow rate, and tungsten diameter all directly affect penetration, bead appearance, and electrode life. Use these reference values as your starting point, then fine-tune for your specific setup.
TIG Welding Amperage Chart by Material Thickness
A general rule of thumb: 1 amp per 0.001″ (0.025mm) of material thickness for steel and stainless on DC. Aluminum on AC typically requires 25–30% more amperage for the same thickness due to its high thermal conductivity. The chart below gives practical starting points:
| Thickness | Steel / Stainless (DC) | Aluminum (AC) | Tungsten Ø |
|---|---|---|---|
| 1/32″ (1 mm) | 20–40 A | 30–50 A | 0.040″ (1.0 mm) |
| 5/64″ (2 mm) | 40–80 A | 60–100 A | 1/16″ (1.6 mm) |
| 1/8″ (3 mm) | 80–130 A | 100–150 A | 3/32″ (2.4 mm) |
| 5/32″ (4 mm) | 120–180 A | 150–200 A | 3/32″–1/8″ (2.4–3.2 mm) |
| 1/4″ (6 mm) | 180–250 A | 220–280 A | 1/8″ (3.2 mm) |
Argon Flow Rate for TIG Welding
Your argon shielding gas flow rate is just as critical as your amperage setting. Too low and the weld pool oxidizes, producing a grey, sugary bead with porosity. Too high and turbulence pulls in atmospheric air — same result. Standard shielding gas for TIG welding is pure argon (99.99% purity, Grade 5.0 or CGA-Grade). For heavy sections, an argon/helium blend increases heat input and travel speed.
TIG Welding Argon Flow Rate Reference Chart
- Thin sheet (1–2 mm / up to 1/8″) → 6 to 8 CFH (3–4 L/min)
- Medium thickness (3–5 mm) → 10 to 15 CFH (5–7 L/min)
- Heavy section (6 mm / 1/4″ and above) → 15 to 20 CFH (7–9 L/min)
- Outdoor / drafty conditions → 20 to 25 CFH (9–12 L/min) or shield the area
Factors That Affect Your Shielding Gas Flow Rate
- Cup size: Smaller cup → lower flow needed. Larger cup (gas lens setup) → higher flow, better coverage.
- Tungsten stick-out: Short stick-out → more stable coverage. Long stick-out → increase flow slightly.
- Welding position: Flat/horizontal → standard flow. Out-of-position (vertical, overhead) → increase flow slightly.
- Environment: Closed workshop → standard flow. Any draft or breeze → increase flow or use a wind shield.
7. TIG Welding Applications Across Industries
TIG welding is the process of choice wherever weld quality, cleanliness, and mechanical integrity are paramount. Key industries include aerospace and defense (airframe structures, engine components), food and pharmaceutical manufacturing (sanitary stainless steel pipework and vessels), motorsport and automotive (roll cages, exhaust systems, suspension components), power generation and nuclear (pressure vessels, heat exchangers), and precision fabrication (architectural metalwork, custom components). Its zero-spatter characteristic also makes it the go-to process for positional welding on site.

8. TIG Welding Safety and Best Practices
Safe TIG welding requires proper personal protective equipment (PPE) at all times: an auto-darkening welding helmet with a minimum shade 10 lens, TIG-specific welding gloves (thinner than MIG gloves for better dexterity), flame-resistant clothing, and appropriate respiratory protection when welding coated, plated, or alloy materials. Always ensure adequate ventilation — the UV radiation from the TIG arc is significantly more intense than MIG or stick welding and can cause arc eye (photokeratitis) and skin burns very quickly.
TIG Welding Skill Development
TIG welding has a steeper learning curve than MIG or stick welding — the simultaneous coordination of torch angle, arc length, filler rod feed, and foot pedal control takes deliberate practice to master. Start on flat plate, focus on consistent travel speed and arc length before attempting fillet or pipe joints. For professional certification in structural or pressure applications, the relevant standard in the US is AWS D1.1 (structural steel) or ASME Section IX (pressure vessels and piping).
TIG Welding FAQ
What is the difference between TIG welding and MIG welding?
TIG welding (GTAW) uses a non-consumable tungsten electrode with manually fed filler rod, giving the welder precise, independent control over heat and filler — resulting in superior weld quality and appearance. MIG welding (GMAW) uses a continuously fed consumable wire electrode, making it faster and easier for high-volume work. TIG is the choice for quality, MIG for productivity.
What shielding gas do you use for TIG welding?
The standard shielding gas for TIG welding is pure argon (99.99% purity), used for all metals including steel, stainless steel, aluminum, and titanium. For heavier sections where additional heat input is needed, an argon/helium blend can improve travel speed and penetration. CO₂ and mixed MIG gases are not suitable for TIG welding — they will contaminate the tungsten electrode and destroy the weld.
Which tungsten electrode do I use for TIG welding aluminum?
For TIG welding aluminum with AC current, use a pure tungsten electrode (green band, WP) or an E3 electrode (purple band). Under AC, the pure tungsten tip will naturally form a ball — this is normal and correct, as the balled tip optimizes the cleaning action on aluminum’s oxide layer. On modern inverter TIG machines, lanthanated WL15 (gold) and ceriated WC20 (grey) electrodes also work well on AC.
Can you TIG weld aluminum with DC current?
No. Aluminum cannot be TIG welded correctly with DC current. Aluminum is covered by a tough aluminum oxide layer (Al₂O₃) with a melting point of approximately 3,700°F (2,050°C) — far above aluminum’s own melting point of 1,220°F (660°C). Only AC current provides the cleaning action needed to break up this oxide layer on every positive half-cycle. You need an AC/DC TIG welder to weld aluminum.
What amperage do I need to TIG weld 1/8″ (3mm) stainless steel?
For 1/8″ (3mm) stainless steel with DC TIG, start with 80–130 amps using a 3/32″ (2.4mm) tungsten electrode and ER308L filler rod (for 304/316 grade stainless). Fine-tune based on your travel speed, joint fit-up, and whether you’re using a foot pedal. Stainless retains heat much more than mild steel, so back off amperage towards the end of each weld run to avoid overheating.
Are VEVOR TIG welders any good for professional use?
VEVOR TIG welders are inverter-based machines offering excellent value for workshops, tradespeople, and serious hobbyists. They include HF arc start, up/down slope control, post-flow gas, and AC/DC switching depending on the model. For high-cycle industrial production environments, premium brands remain the benchmark — but for regular shop use, VEVOR machines deliver genuinely impressive results at a fraction of the cost.
Conclusion: Why TIG Welding Is the Gold Standard for Weld Quality
TIG welding (GTAW) remains the benchmark for weld quality across every industry that demands precision, cleanliness, and reliability. With the right amperage settings, the correct tungsten electrode, properly dialed-in shielding gas flow, and an understanding of when to run AC versus DC, you can produce welds on stainless steel, aluminum, or titanium that meet the most demanding specifications. Browse our selection of VEVOR TIG, MIG and Stick welders to find the right machine for your next project.