
Das WIG-Schweißen – auch bekannt als Wolfram-Inertgas-Schweißen (WIG) oder international als TIG-Schweißen (Tungsten Inert Gas) – ist eines der präzisesten und qualitativ hochwertigsten Schweißverfahren in der modernen Metall- und Fertigungstechnik. Gemäß DIN EN ISO 4063 wird es als Schweißverfahren 141 klassifiziert. Dank der außergewöhnlichen Kontrolle über das Schmelzbad entstehen saubere, spritzerfreie und hochfeste Schweißnähte auf Stahl, Edelstahl, Aluminium und Titan.
SOUDURE TIG · MIG/MAG
MMA · PAR POINT · DÉBOSSELAGE
Liens fiables et vérifiés — disponibles sur Amazon & AliExpress






Auf dieser Seite begleite ich Sie dabei, das WIG-Schweißverfahren von Grund auf zu verstehen und in der Praxis zu meistern. Von der Wahl des richtigen WIG-Schweißgeräts über die präzise Einstellung von Schweißstrom und Schutzgasmenge bis hin zur Auswahl der passenden Wolframelektrode – hier finden Sie zuverlässige, fachlich fundierte Informationen für Einsteiger und Profis gleichermaßen.
1. Was ist WIG-Schweißen? (Wolfram-Inertgas-Schweißen)
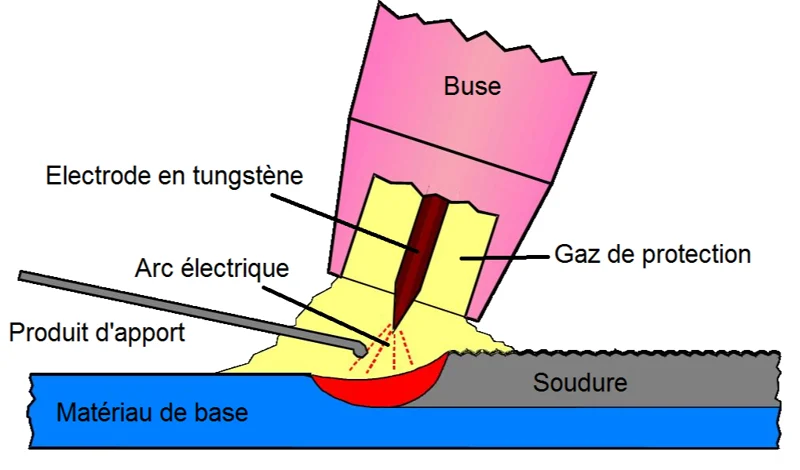
Das WIG-Schweißen ist ein Schutzgasschweißverfahren, bei dem ein elektrischer Lichtbogen zwischen einer nicht abschmelzenden Wolframelektrode und dem Werkstück brennt. Ein inertes Schutzgas – in der Regel reines Argon – schützt Lichtbogen, Schmelzbad und Elektrode zuverlässig vor Oxidation durch Luftsauerstoff. Der Schweißzusatz wird bei Bedarf manuell als Stab- oder Drahtmaterial eingebracht. Das Ergebnis: makellose Schweißnähte ohne Spritzer, mit hervorragender Nahtoptik.

Das WIG-Schweißverfahren ist besonders geschätzt in der Rohrleitung- und Behälterfertigung, im Apparatebau, in der Luft- und Raumfahrtindustrie, der Lebensmitteltechnik sowie im hochwertigen Metallbau. Es gilt als Referenzverfahren überall dort, wo höchste Anforderungen an Präzision, Nahtqualität und Optik gestellt werden – insbesondere beim Schweißen von Edelstahl und Aluminiumlegierungen.
2. Vorteile des WIG-Schweißens gegenüber MIG/MAG und E-Hand
Das WIG-Schweißen bietet gegenüber anderen Verfahren entscheidende technische Vorzüge: vollständige Kontrolle über Einbrand und Nahtgeometrie, absolut spritzerfreie Nähte, minimaler Wärmeverzug am Werkstück und eine überlegene Nahtoptik. Diese Eigenschaften machen es zur ersten Wahl für sichtbare Verbindungen und Bauteile mit hohen mechanischen Anforderungen. Einen Überblick über alle Schweißverfahren finden Sie auf unserer Hauptseite zu Schweißgeräten.
Präzision und Nahtqualität beim WIG-Schweißen
Da beim WIG-Verfahren die Wolframelektrode nicht abschmilzt und der Schweißzusatz separat zugeführt wird, hat der Schweißer jederzeit volle Kontrolle über die Schmelzbadgröße. Diese Präzision ist ideal für Dünnbleche, komplexe Geometrien und optisch exponierte Schweißverbindungen. Eine Fußpedalsteuerung – bei hochwertigen Geräten verfügbar – ermöglicht zudem die stufenlose Regelung des Schweißstroms während des Schweißvorgangs.
Werkstoffvielfalt beim WIG-Schweißverfahren
Mit dem WIG-Schweißen lassen sich Stahl, Edelstahl, Aluminium, Kupfer, Titan sowie zahlreiche Sonder- und Nickellegierungen verarbeiten. Ein WIG-AC/DC-Schweißgerät deckt dabei das gesamte Werkstoffspektrum ab: Wechselstrom (AC) für Aluminium und Magnesium, Gleichstrom (DC) für Stahl, Edelstahl und Titan – alles mit einem einzigen Gerät.
3. Aufbau und Funktionsweise eines WIG-Schweißgeräts
Das WIG-Schweißgerät erzeugt einen elektrischen Lichtbogen zwischen der Wolframelektrode und dem Werkstück. Das über die Gasdüse des Brenners strömende Schutzgas – standardmäßig reines Argon (Reinheit 4.6, 99,996 Vol.-%) gemäß ISO 14175-I1-Ar – schützt das Schmelzbad und die Elektrode vor atmosphärischen Einflüssen. Die Lichtbogenzündung erfolgt bei professionellen Geräten berührungslos per Hochfrequenzzündung (HF-Zündung), was die Wolframelektrode schont und eine saubere Zündung garantiert.
Komponenten eines WIG-Schweißgeräts
Ein vollständiges WIG-Schweißgerät besteht aus der Stromquelle (AC/DC-Inverter), dem WIG-Schweißbrenner mit Keramikgasdüse, der Wolframelektrode, einer Argon-Schutzgasflasche mit Druckminderer-Durchflussmesser sowie bei Bedarf einem Schweißzusatz als Stab. Fußpedal und HF-Zündung sind bei hochwertigen Geräten unverzichtbare Ausstattungsmerkmale, die Komfort und Präzision deutlich steigern.
4. Wolframelektroden für das WIG-Schweißen: Typen, Farben und Einsatzbereiche
Die Wahl der richtigen Wolframelektrode ist entscheidend für die Qualität der WIG-Schweißnaht. Jeder Elektrodentyp ist durch einen normierten Farbcode (ISO 6848) gekennzeichnet und für bestimmte Werkstoffe und Stromarten optimiert. Eine falsch gewählte Elektrode führt zu Zündproblemen, schlechter Nahtqualität und erhöhtem Verschleiß.
| Farbe | Bezeichnung | Stromart | Werkstoffe |
|---|---|---|---|
| 🟢 Grün | Reines Wolfram (WP) | AC | Aluminium, Magnesium |
| 🔴 Rot | Thoriert 2% (WT20) | DC– | Stahl, Edelstahl, Titan, Kupfer |
| 🟡 Gold/Gelb | Lanthaniert 1,5% (WL15) | AC/DC | Universal — empfohlen |
| ⚫ Grau | Ceriert 2% (WC20) | AC/DC | Stahl, Edelstahl, Aluminium |
| 🟣 Violett | E3 Tri-Oxid | AC/DC | Universal — hohe Leistung |
Praxistipp: Für den universellen Werkstatteinsatz empfehlen sich die lanthanierte Elektrode WL15 (gelb) oder die E3-Elektrode (violett). Beide eignen sich für AC (Aluminium) und DC (Stahl, Edelstahl), zünden leicht und haben eine lange Standzeit. Die thorierte WT20-Elektrode (rot) liefert hervorragende DC-Ergebnisse, ist jedoch schwach radioaktiv – beim Schleifen Atemschutz tragen und Schleifstaub nicht einatmen.
5. WIG-Schweißen AC oder DC – Unterschiede und Einsatzbereiche
Die Wahl zwischen Gleichstrom (DC) und Wechselstrom (AC) beim WIG-Schweißen ist grundlegend: Sie bestimmt, welche Werkstoffe geschweißt werden können und welche Nahtqualität erreichbar ist. Wer beide Stromarten beherrscht, kann nahezu alle metallischen Werkstoffe mit einem einzigen WIG-Gerät verarbeiten.
| Merkmal | WIG DC (Gleichstrom) | WIG AC (Wechselstrom) |
|---|---|---|
| Werkstoffe | Stahl, Edelstahl, Titan, Kupfer | Aluminium, Magnesium |
| Lichtbogen | Stabil, konzentriert, präzise | Reinigend — bricht Oxidschicht |
| Elektrode | Thoriert (rot), lanthaniert (gelb) | Reines Wolfram (grün) oder E3 (violett) |
| Einbrand | Tief und schmal | Breit, weniger tief |
| AC-Frequenz | — | 50–200 Hz (regelbar) |
| Typischer Einsatz | Rohrleitungsbau, Apparatebau | Karosserie, Motorteile aus Aluminium |
Fazit: Wer ausschließlich Stahl und Edelstahl schweißt, kommt mit einem WIG-DC-Gerät aus. Für Aluminium und Magnesium ist WIG-AC zwingend erforderlich, da nur der Wechselstrom die hartnäckige Aluminiumoxidschicht (Al₂O₃, Schmelzpunkt 2050 °C) durch seinen Reinigungseffekt aufbricht. Für den Werkstattalltag empfiehlt sich ein WIG-AC/DC-Inverter wie die VEVOR-Geräte – ein Gerät für alle Werkstoffe.
6. WIG-Schweißen einstellen: Stromstärke, Schutzgas und Elektrode
Die richtige Einstellung des WIG-Schweißgeräts ist entscheidend für Nahtqualität und Wirtschaftlichkeit. Schweißstrom, Stromart (AC/DC), Schutzgasmenge und Elektrodendurchmesser beeinflussen direkt den Einbrand, die Nahtoptik und die Standzeit der Wolframelektrode. Ein systematisches Vorgehen beim Einstellen spart Zeit und vermeidet kostspielige Schweißfehler.
Stromstärke beim WIG-Schweißen nach Werkstoffdicke
Die Schweißstromstärke (Ampere) richtet sich nach der Blechdicke und dem Werkstoff. Zu hohe Stromstärke führt zu Durchbrand und Elektrodenschäden, zu niedrige Stromstärke verhindert ausreichenden Einbrand. Die folgenden Richtwerte gelten als Ausgangspunkt:
| Blechdicke | Stahl / Edelstahl (DC) | Aluminium (AC) | Ø Elektrode |
|---|---|---|---|
| 1 mm | 20–40 A | 30–50 A | 1,0 mm |
| 2 mm | 40–80 A | 60–100 A | 1,6 mm |
| 3 mm | 80–130 A | 100–150 A | 2,4 mm |
| 4 mm | 120–180 A | 150–200 A | 2,4–3,2 mm |
| 6 mm | 180–250 A | 220–280 A | 3,2 mm |
Schutzgasmenge beim WIG-Schweißen richtig einstellen
Die korrekte Schutzgasmenge (Durchflussmenge) beim WIG-Schweißen ist ebenso entscheidend wie die Stromeinstellung: Zu wenig Gas führt zur Oxidation der Naht und der Elektrode, zu viel Gas erzeugt Verwirbelungen und Porenbildung. Das Standardschutzgas ist reines Argon (Ar 99,996 %, ISO 14175-I1-Ar). Für Hochleistungsanwendungen auf dicken Querschnitten kann ein Argon-Helium-Gemisch den Einbrand verbessern.
Richtwerte für die Schutzgasmenge beim WIG-Schweißen
- Dünnblech (1–2 mm) → 6 bis 8 L/min
- Mittlere Dicke (3–5 mm) → 8 bis 10 L/min
- Starke Wanddicke (6 mm und mehr) → 10 bis 12 L/min
- Außenbereich / Zugluft → 12 bis 15 L/min
Einflussfaktoren auf die Schutzgasmenge
- Düsendurchmesser: Kleine Gasdüse → geringerer Durchfluss, große Gasdüse → höherer Durchfluss erforderlich.
- Wolframüberstand: Kurzer Überstand → stabilere Gasabdeckung, langer Überstand → Durchfluss leicht erhöhen.
- Schweißposition: Wannenlage → Normaldurchfluss, Zwangslage / Überkopf → leicht erhöhter Durchfluss.
- Umgebung: Geschlossene Werkstatt → Normaldurchfluss, Zugluft vorhanden → Durchfluss erhöhen oder Bereich abschirmen.
7. Anwendungsbereiche des WIG-Schweißens in der Industrie
Das WIG-Schweißverfahren ist in allen Branchen verbreitet, die höchste Nahtqualität fordern. Typische Einsatzbereiche sind der Rohrleitungsbau und Apparatebau (Druckbehälter, Wärmetauscher), die Luft- und Raumfahrtindustrie, die Lebensmittel- und Pharmaindustrie (Hygieneschweißungen an Edelstahl), der Kraftwerksbau, die Medizintechnik sowie der Präzisionsmetallbau und die Restaurierung von Bauteilen.

8. Arbeitssicherheit und Schutzausrüstung beim WIG-Schweißen
Beim WIG-Schweißen ist die Einhaltung der Sicherheitsvorschriften gemäß den geltenden Berufsgenossenschaftsregeln (BGR 500) unbedingt erforderlich. Zur persönlichen Schutzausrüstung (PSA) gehören: Schweißschutzhelm mit geeignetem Filtergrad (DIN 10 oder höher), isolierende Schweißerhandschuhe, schwer entflammbare Schutzkleidung sowie ein geeigneter Atemschutz beim Schweißen beschichteter oder legierter Werkstoffe in geschlossenen Räumen.
Ausbildung und Qualifikation als WIG-Schweißer
Ein qualifizierter WIG-Schweißer zeichnet sich durch präzise Brennerführung, sicheres Einschätzen von Werkstoffen und Schmelzbadverhalten sowie durch die Fähigkeit aus, Schweißparameter situativ anzupassen. Die Koordination von Brenner, Schweißzusatzstab und ggf. Fußpedal erfordert regelmäßiges Training. Für den Einsatz in sicherheitsrelevanten Bereichen (Druckbehälter, Rohrleitungen) ist eine Schweißerprüfung nach DIN EN ISO 9606-1 erforderlich.
Häufige Fragen zum WIG-Schweißen (FAQ)
Was ist der Unterschied zwischen WIG-Schweißen und MIG/MAG-Schweißen?
Beim WIG-Schweißen wird eine nicht abschmelzende Wolframelektrode verwendet, der Schweißzusatz wird manuell als Stab zugeführt – das ermöglicht maximale Kontrolle und Nahtqualität. Beim MIG/MAG-Schweißen schmilzt die Elektrode selbst als kontinuierlich zugeführter Draht ab, was eine höhere Schweißgeschwindigkeit bei größeren Nahtlängen erlaubt. WIG steht für Qualität und Optik, MIG/MAG für Produktivität.
Welches Schutzgas wird beim WIG-Schweißen verwendet?
Das Standardschutzgas beim WIG-Schweißen ist reines Argon (Ar 99,996 %, ISO 14175-I1-Ar). Es eignet sich für alle Werkstoffe – Stahl, Edelstahl, Aluminium und Titan. Für Hochleistungsanwendungen auf dicken Querschnitten kann ein Argon-Helium-Gemisch die Wärmeeinbringung und Schweißgeschwindigkeit erhöhen. CO₂ und MAG-Gasgemische sind für das WIG-Verfahren nicht geeignet.
Welche Wolframelektrode für Aluminium beim WIG-Schweißen?
Für das WIG-Schweißen von Aluminium mit Wechselstrom (AC) empfiehlt sich die Reines-Wolfram-Elektrode WP (grün) oder die E3-Elektrode (violett). Die WP-Elektrode bildet im AC-Betrieb natürlich eine Kugelform an der Spitze – das ist normal und gewünscht, da diese Kugelform den Reinigungseffekt am Aluminium optimiert. Bei modernen Inverter-Geräten funktionieren auch lanthanierte WL15- (gelb) und cerierte WC20-Elektroden (grau) zuverlässig mit AC.
Kann man Aluminium mit einem WIG-DC-Gerät schweißen?
Nein. Aluminium lässt sich mit WIG-Gleichstrom (DC) nicht korrekt schweißen. Aluminium ist von einer hartnäckigen Oxidschicht (Al₂O₃) überzogen, die bei 2050 °C schmilzt – weit über dem Schmelzpunkt des Aluminiums (660 °C). Nur der Wechselstrom (AC) erzeugt den für das Schweißen notwendigen Reinigungseffekt, der diese Oxidschicht bei jeder Halbwelle aufbricht. Für die Verarbeitung von Aluminium ist daher ein WIG-AC/DC-Inverter zwingend erforderlich.
Welche Stromstärke beim WIG-Schweißen von 2 mm Edelstahl?
Für 2 mm Edelstahl (V2A / V4A) mit WIG-Gleichstrom (DC) liegt die empfohlene Stromstärke zwischen 40 und 80 A bei einer Wolframelektrode mit 1,6 mm Durchmesser. Diese Werte sind Richtwerte – die tatsächlich optimale Einstellung hängt von der Schweißgeschwindigkeit, dem verwendeten Schweißzusatz (z. B. 1,6 mm ER308L für V2A), der Schweißposition und der Wärmeableitung des Werkstücks ab.
Sind VEVOR WIG-Schweißgeräte für den professionellen Einsatz geeignet?
VEVOR WIG-Schweißgeräte sind moderne Inverter-Geräte mit einem sehr guten Preis-Leistungs-Verhältnis für Werkstätten, Handwerker und anspruchsvolle Heimwerker. Sie verfügen über HF-Zündung, Stromauf- und -abrampe (Slope up/down), Gasnachströmung sowie AC/DC-Umschaltung je nach Modell. Für industriellen Dauereinsatz in der Serienfertigung sind Markengeräte der Spitzenklasse die erste Wahl – für regelmäßigen Werkstatteinsatz liefern VEVOR-Geräte überzeugende Ergebnisse zu einem fairen Preis.
Fazit: Warum WIG-Schweißen das überlegene Verfahren für Qualitätsnähte ist
Das WIG-Schweißen (Wolfram-Inertgas-Schweißen) ist das Verfahren der Wahl für alle, die höchste Nahtqualität, saubere Optik und zuverlässige Verbindungen anstreben. Mit den richtigen Schweißstromeinstellungen, der passenden Wolframelektrode und einem korrekt eingestellten Schutzgasdurchfluss lassen sich Verbindungen auf Edelstahl, Aluminium oder Titan realisieren, die jeden Qualitätsanspruch erfüllen. Entdecken Sie unsere Auswahl an WIG-, MIG- und MMA-Schweißgeräten und finden Sie das richtige Gerät für Ihr Vorhaben.