
La soudure TIG, également appelée soudage TIG (Tungsten Inert Gas), est l’un des procédés de soudage les plus précis et les plus qualitatifs utilisés aujourd’hui dans l’industrie, l’artisanat et la métallurgie de pointe. Grâce à un contrôle exceptionnel du bain de fusion, elle permet d’obtenir des soudures propres, solides et esthétiques sur acier, inox, aluminium et titane.
SOUDURE TIG · MIG/MAG
MMA · PAR POINT · DÉBOSSELAGE
Liens fiables et vérifiés — disponibles sur Amazon & AliExpress






À travers cette page sur la soudure TIG, je vous accompagne pour comprendre, maîtriser et perfectionner ce procédé de soudage exigeant. Du choix du poste TIG aux réglages précis de l’intensité et du gaz argon, en passant par le choix des électrodes en tungstène et les techniques professionnelles, vous trouverez ici une source complète d’informations fiables.
1. Présentation de la soudure TIG (Tungsten Inert Gas)
La soudure TIG est un procédé de soudage à l’arc utilisant une électrode non fusible en tungstène et un gaz inerte, généralement l’argon pur. Ce procédé permet de réaliser des soudures d’une très grande précision, sans projections, avec un contrôle total de la pénétration et de l’aspect du cordon. Le métal d’apport, lorsqu’il est nécessaire, est introduit manuellement sous forme de baguette.

Le soudage TIG est particulièrement apprécié pour les travaux nécessitant une finition parfaite, notamment en chaudronnerie, tuyauterie inox, aéronautique, industrie agroalimentaire et construction métallique haut de gamme. Il s’impose comme la référence pour souder les métaux non ferreux comme l’aluminium et le titane.
2. Les avantages majeurs de la soudure TIG
La soudure TIG offre de nombreux avantages techniques qui la distinguent des autres procédés. Elle permet une maîtrise exceptionnelle du bain de fusion, une grande propreté du cordon de soudure, une excellente résistance mécanique et une très faible déformation thermique des pièces assemblées. C’est le procédé idéal pour les soudures visibles ou soumises à des contraintes mécaniques élevées.
Qualité et précision du soudage TIG
Grâce à l’électrode en tungstène et à l’apport de métal séparé, le soudeur TIG peut ajuster précisément la quantité de métal fondu. Cette précision est idéale pour les soudures fines, les pièces complexes et les assemblages visibles où l’aspect esthétique est primordial. La pédale de commande, disponible sur de nombreux postes TIG, permet de moduler l’intensité en cours de soudage.
Polyvalence des matériaux soudables en TIG
Le soudage TIG permet de travailler efficacement l’acier, l’acier inoxydable, l’aluminium, le cuivre, le titane et de nombreux alliages exotiques. Avec un poste TIG AC/DC, il devient possible de souder aussi bien l’aluminium (courant alternatif AC) que l’inox et l’acier (courant continu DC) avec un seul équipement polyvalent. Découvrez notre comparatif complet des machines à souder TIG, MIG et MMA.
3. Fonctionnement d’un poste à souder TIG
Le principe de la soudure TIG repose sur la création d’un arc électrique entre une électrode en tungstène et la pièce à souder. Le gaz argon diffusé par la buse de la torche protège le bain de fusion et l’électrode de l’oxydation atmosphérique, garantissant une soudure propre, dense et résistante. L’amorçage de l’arc se fait soit par contact (scratch), soit par haute fréquence (HF) pour les postes de qualité.
Les éléments clés d’un poste TIG
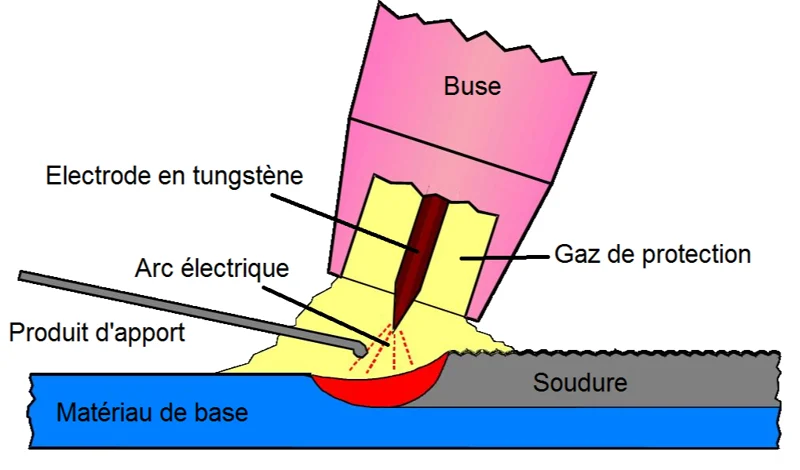
Un poste à souder TIG se compose principalement d’une source de courant AC/DC, d’une torche TIG avec buse céramique, d’une électrode en tungstène, d’une bouteille de gaz argon avec détendeur-débitmètre, et si nécessaire d’un métal d’apport en baguette. La pédale de commande et le démarrage haute fréquence (HF) sont des équipements qui améliorent significativement le confort et la précision de soudage.
4. Électrodes tungstène TIG : types, couleurs et usages
Le choix de l’électrode tungstène est déterminant pour la qualité de la soudure TIG. Chaque type d’électrode est identifié par un code couleur normalisé et correspond à des applications précises selon le métal à souder et le type de courant utilisé.
| Couleur | Composition | Courant | Matériaux |
|---|---|---|---|
| 🟢 Verte | Tungstène pur (WP) | AC | Aluminium, magnésium |
| 🔴 Rouge | Thorié 2% (WT20) | DC– | Acier, inox, titane, cuivre |
| 🟡 Or/Jaune | Lanthanée 1,5% (WL15) | AC/DC | Universel — recommandé |
| ⚫ Grise | Cériée 2% (WC20) | AC/DC | Acier, inox, aluminium |
| 🟣 Violette | E3 tri-oxyde | AC/DC | Universel haute performance |
Conseil pratique : Pour un usage polyvalent en atelier, l’électrode lanthanée jaune (WL15) ou la violette E3 sont les meilleures options : elles fonctionnent aussi bien en AC (aluminium) qu’en DC (acier, inox), s’amorcent facilement et se consomment peu. L’électrode thorié rouge (WT20) offre d’excellentes performances en DC mais est légèrement radioactive — à manipuler avec précaution.
5. TIG AC vs DC : quelle différence et quand choisir ?
Le choix entre courant continu DC et courant alternatif AC en soudure TIG est l’une des décisions les plus importantes. Il conditionne directement les matériaux que vous pouvez souder et la qualité du résultat obtenu.
| Critère | TIG DC (courant continu) | TIG AC (courant alternatif) |
|---|---|---|
| Matériaux | Acier, inox, titane, cuivre | Aluminium, magnésium |
| Arc | Stable, concentré, précis | Décapant — brise la couche d’oxyde |
| Électrode | Thorié (rouge), lanthanée (jaune) | Tungstène pur (verte) ou E3 (violette) |
| Pénétration | Profonde et étroite | Large, moins profonde |
| Fréquence AC | — | 50–200 Hz (réglable sur bons postes) |
| Usage typique | Tuyauterie, chaudronnerie, aéro | Carrosserie alu, pièces moteur |
En résumé : si vous soudez exclusivement de l’acier ou de l’inox, un poste TIG DC suffit. Pour l’aluminium et le magnésium, le TIG AC est indispensable. Pour une utilisation polyvalente en atelier, investissez dans un poste TIG AC/DC comme ceux de la gamme VEVOR qui couvre tous les matériaux avec un seul appareil.
6. Réglages essentiels pour réussir une soudure TIG
Les réglages en soudage TIG sont déterminants pour la qualité du résultat. L’intensité du courant, le type de courant (AC ou DC), le débit de gaz argon et le diamètre de l’électrode tungstène influencent directement la pénétration, l’aspect du cordon et la durée de vie de l’électrode.
Réglage de l’intensité selon l’épaisseur et le matériau
L’intensité TIG doit être adaptée à l’épaisseur du métal et au type de matériau. Une intensité trop élevée provoque une surchauffe, des déformations et la détérioration de l’électrode. Une intensité insuffisante empêche une bonne fusion et génère des défauts de pénétration. Voici les valeurs de référence :
| Épaisseur | Acier / Inox (DC) | Aluminium (AC) | Ø électrode |
|---|---|---|---|
| 1 mm | 20–40 A | 30–50 A | 1,0 mm |
| 2 mm | 40–80 A | 60–100 A | 1,6 mm |
| 3 mm | 80–130 A | 100–150 A | 2,4 mm |
| 4 mm | 120–180 A | 150–200 A | 2,4–3,2 mm |
| 6 mm | 180–250 A | 220–280 A | 3,2 mm |
Réglage du débit de gaz argon
Le réglage du débit de gaz argon en soudure TIG est fondamental : c’est lui qui protège le bain de fusion et l’électrode en tungstène contre l’oxydation. Un mauvais débit — trop faible ou trop fort — suffit à ruiner une soudure TIG même avec des réglages électriques parfaits.
Débit de gaz TIG : valeurs de référence
- Tôle fine (1–2 mm) → 6 à 8 L/min
- Épaisseur moyenne (3–5 mm) → 8 à 10 L/min
- Forte épaisseur (6 mm et +) → 10 à 12 L/min
- Soudure extérieure / courant d’air → 12 à 15 L/min
Facteurs qui influencent le débit de gaz
- Diamètre de la buse : Petite buse → débit plus faible, Grosse buse → débit plus élevé nécessaire.
- Sortie de tungstène : Sortie courte → protection plus stable, Sortie longue → augmenter légèrement le débit.
- Position de soudage : À plat → débit standard, En angle / vertical → débit légèrement supérieur.
- Environnement : Atelier fermé → débit normal, Courant d’air → augmenter le débit ou protéger la zone.
7. Applications professionnelles de la soudure TIG
La soudure TIG est largement utilisée dans tous les secteurs où la qualité de soudure est primordiale. On la retrouve notamment dans l’aéronautique, l’industrie pharmaceutique et agroalimentaire, la tuyauterie inox, la fabrication de pièces mécaniques de précision, la restauration de pièces anciennes et la carrosserie de compétition. Son absence totale de projections en fait aussi le procédé de référence pour les soudures en position difficile.

8. Sécurité et bonnes pratiques en soudage TIG
La pratique du soudage TIG nécessite le respect strict des règles de sécurité. Le port des équipements de protection individuelle (EPI) est indispensable : masque de soudure à filtre adapté (DIN 10 minimum), gants isolants fins pour conserver la sensibilité, vêtements ignifugés et protection respiratoire en cas de soudage de métaux revêtus ou en espace confiné.
Formation et expertise du soudeur TIG
Un bon soudeur TIG se distingue par sa maîtrise des gestes, sa connaissance des matériaux et sa capacité à ajuster finement les paramètres de soudage en temps réel. La coordination main-pied (torche + baguette + pédale) est une compétence qui s’acquiert progressivement. La formation continue est un véritable levier de performance et de sécurité, que vous soyez débutant ou professionnel confirmé.
Questions fréquentes sur la soudure TIG
Quelle est la différence entre la soudure TIG et la soudure MIG MAG ?
La soudure TIG utilise une électrode en tungstène non fusible et un apport de métal manuel sous forme de baguette, ce qui offre une précision et une qualité de cordon supérieures. La soudure MIG MAG utilise un fil électrode fusible dévidé en continu, ce qui la rend plus rapide et plus facile pour les grandes longueurs de soudure. Le TIG est privilégié pour la qualité et l’esthétique, le MIG MAG pour la productivité.
Quel gaz utiliser pour la soudure TIG ?
Le gaz de protection standard en soudure TIG est l’argon pur (Ar 99,99 %). Pour le soudage de l’acier inoxydable et du titane, l’argon pur reste la référence. Pour l’aluminium en TIG AC, l’argon pur est également utilisé. Dans certains cas spécifiques, un mélange argon/hélium est employé pour augmenter la vitesse de soudage et la pénétration, notamment sur les fortes épaisseurs. Le CO2 et les mélanges MAG ne sont pas compatibles avec le procédé TIG.
Quelle électrode tungstène choisir pour souder l’aluminium en TIG ?
Pour souder l’aluminium en TIG AC, l’électrode recommandée est le tungstène pur WP (bande verte) ou l’électrode E3 (bande violette). L’électrode en tungstène pur forme naturellement une boule en bout de pointe sous courant AC, ce qui est normal et optimal pour la protection de l’aluminium. L’électrode lanthanée WL15 (jaune) ou cériée WC20 (grise) peuvent aussi être utilisées en AC sur les postes modernes à inverter.
Peut-on souder l’aluminium avec un poste TIG DC ?
Non, il n’est pas possible de souder l’aluminium correctement en TIG DC. L’aluminium est recouvert d’une couche d’oxyde réfractaire (Al₂O₃) qui fond à 2050 °C, bien au-dessus du point de fusion de l’aluminium (660 °C). Seul le courant alternatif AC possède un effet décapant suffisant pour briser cette couche d’oxyde lors de chaque alternance positive. Un poste TIG AC/DC est donc indispensable si vous souhaitez travailler l’aluminium.
Quelle intensité régler pour souder une tôle de 2 mm en TIG ?
Pour une tôle de 2 mm en acier ou inox en TIG DC, l’intensité recommandée se situe entre 40 et 80 A, avec une électrode tungstène de 1,6 mm de diamètre. Pour une tôle de 2 mm en aluminium en TIG AC, on travaille entre 60 et 100 A. Ces valeurs sont des repères de départ : ajustez toujours en fonction de la vitesse d’avance, du métal d’apport utilisé et de la position de soudage (à plat, en montant, en corniche).
Les postes TIG VEVOR sont-ils adaptés à un usage professionnel ?
Les postes TIG VEVOR sont des machines à technologie inverter offrant un excellent rapport qualité-prix pour les ateliers, artisans et particuliers exigeants. Ils proposent des fonctions avancées comme l’amorçage haute fréquence (HF), la montée et descente progressive d’intensité (slope up/down), le post-flow gaz et la compatibilité AC/DC selon les modèles. Pour un usage professionnel intensif en production, des marques industrielles haut de gamme restent la référence, mais pour un usage régulier en atelier, les postes VEVOR offrent des performances très satisfaisantes.
Conclusion : Pourquoi choisir la soudure TIG
La soudure TIG s’impose comme une référence incontournable pour tous les travaux nécessitant précision, fiabilité et esthétique. Bien maîtrisée, avec les bons réglages d’intensité, le bon choix d’électrode en tungstène et une utilisation adaptée du courant AC ou DC selon le matériau, elle permet de réaliser des assemblages durables et de très haute qualité. Que vous souhaitiez souder de l’inox, de l’aluminium ou du titane, le TIG est le procédé qui ne décevra jamais un soudeur exigeant. Retrouvez nos postes à souder TIG VEVOR sélectionnés pour leur rapport qualité-prix.