
La soldadura TIG — también denominada GTAW (Gas Tungsten Arc Welding) o soldadura por arco con electrodo de tungsteno e gas inerte — es uno de los procesos de soldadura más precisos y de mayor calidad disponibles hoy en día. Utilizada en aeronáutica, industria alimentaria, automoción de competición y fabricación de precisión, produce cordones de soldadura limpios, sin salpicaduras y con propiedades mecánicas excepcionales sobre acero, acero inoxidable, aluminio y titanio. El argonero — nombre con el que se conoce en muchos países hispanohablantes al soldador especializado en TIG — domina un oficio de gran demanda y reconocimiento en la industria metal-mecánica.
SOUDURE TIG · MIG/MAG
MMA · PAR POINT · DÉBOSSELAGE
Liens fiables et vérifiés — disponibles sur Amazon & AliExpress






En esta guía completa sobre soldadura TIG, encontrará todo lo necesario para dominar el proceso: cómo elegir el equipo de soldadura TIG adecuado, cómo ajustar correctamente el amperaje y el caudal de gas argón, qué electrodo de tungsteno usar según el material, y cuándo utilizar corriente continua (CC) o corriente alterna (CA). Información técnica fiable tanto para principiantes como para soldadores profesionales.
1. ¿Qué es la soldadura TIG? (Proceso GTAW explicado)
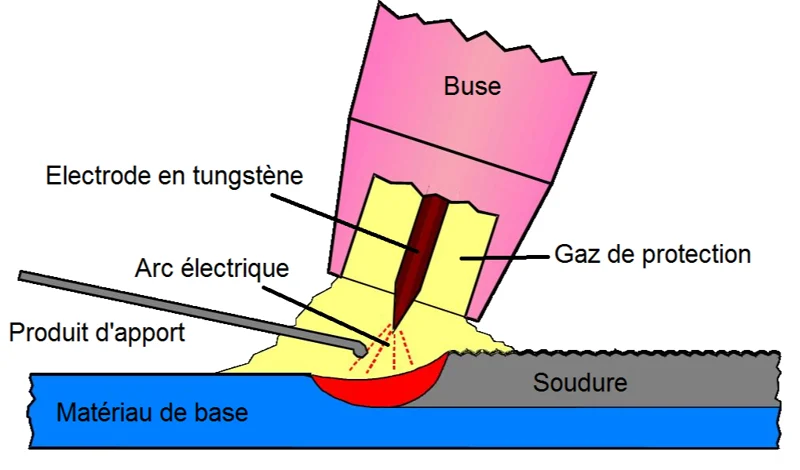
La soldadura TIG (GTAW) es un proceso de soldadura por arco eléctrico que utiliza un electrodo de tungsteno no consumible para generar el arco, mientras un gas inerte de protección — normalmente argón puro — protege el baño de fusión y el electrodo de la oxidación atmosférica. El material de aportación, cuando es necesario, se introduce manualmente en forma de varilla o hilo. El resultado: cordones de soldadura de precisión excepcional, sin escoria, sin salpicaduras y con mínima distorsión térmica. Según la normativa internacional, este proceso se clasifica como proceso 141 según ISO 4063 y como GTAW según AWS.

La soldadura TIG es el proceso de referencia en todos los sectores donde la calidad de la unión es prioritaria: fabricación de tuberías y recipientes a presión, industria aeronáutica y espacial, sector farmacéutico y alimentario (soldaduras higiénicas en acero inoxidable), fabricación de componentes de automoción de alta gama, y reparación y restauración de piezas metálicas de precisión. Consulte nuestra guía de máquinas de soldar TIG, MIG y MMA.
2. Ventajas de la soldadura TIG frente a MIG/MAG y electrodo revestido
La soldadura TIG ofrece ventajas técnicas determinantes frente a otros procesos: control total sobre el aporte de calor y el baño de fusión, ausencia absoluta de salpicaduras, mínima distorsión de la pieza y un acabado visual que frecuentemente no requiere post-proceso. Es el proceso preferido donde la soldadura será visible o estará sometida a solicitudes mecánicas exigentes. Descubra también nuestra comparativa completa de equipos de soldadura.
Precisión y calidad del cordón en soldadura TIG
Al no consumirse el electrodo de tungsteno y al añadirse la varilla de aportación de forma independiente, el soldador — o argonero — controla simultáneamente la longitud del arco, el aporte de calor y la cantidad de metal depositado. El pedal de control de amperaje, disponible en equipos de gama profesional, permite además modular la corriente en tiempo real: fundamental al soldar chapas finas o al cerrar una unión sin quemar el material.
Versatilidad de materiales en soldadura TIG
La soldadura TIG permite trabajar el acero al carbono, el acero inoxidable, el aluminio, el cobre, el titanio, el magnesio y numerosas aleaciones especiales (Inconel, Hastelloy). Con un equipo TIG CA/CC, se puede soldar todo el espectro de materiales: corriente alterna (CA) para aluminio y magnesio, corriente continua (CC) para acero, inoxidable y titanio — todo con una sola máquina.
3. ¿Cómo funciona una máquina de soldadura TIG?
La máquina de soldadura TIG genera un arco eléctrico entre el electrodo de tungsteno y el metal base. El gas argón — estándar: argón puro 99,99 % de pureza (calidad 4.6, ISO 14175-I1-Ar) — fluye a través de la tobera de la antorcha, creando una atmósfera inerte que protege el baño fundido y el electrodo de la oxidación. En equipos de calidad, el cebado del arco se realiza sin contacto mediante alta frecuencia (HF), lo que preserva la punta del electrodo y garantiza un cebado limpio en cada operación.
Componentes de un equipo de soldadura TIG
Un equipo completo de soldadura TIG se compone de la fuente de corriente (inversor CA/CC), la antorcha TIG con tobera cerámica, el electrodo de tungsteno, una botella de argón con reductor de presión y caudalímetro, y varilla de aportación según necesidad. El pedal de amperaje y el cebado por alta frecuencia (HF) son equipamientos que marcan una diferencia real en el confort de trabajo y la calidad de la soldadura, especialmente en chapas finas.
4. Electrodos de tungsteno para soldadura TIG: tipos, colores y aplicaciones
La elección del electrodo de tungsteno es determinante para la calidad de la soldadura TIG. Cada tipo está identificado por un código de color normalizado (ISO 6848) y está optimizado para materiales y tipos de corriente específicos. Utilizar un electrodo inadecuado provoca problemas de cebado, contaminación del baño de fusión y desgaste prematuro del electrodo.
| Color | Tipo | Corriente | Materiales |
|---|---|---|---|
| 🟢 Verde | Tungsteno puro (WP) | CA | Aluminio, magnesio |
| 🔴 Rojo | Toriado 2% (WT20) | CC– | Acero, inoxidable, titanio, cobre |
| 🟡 Oro/Amarillo | Lantanado 1,5% (WL15) | CA/CC | Universal — recomendado |
| ⚫ Gris | Ceriado 2% (WC20) | CA/CC | Acero, inoxidable, aluminio |
| 🟣 Violeta | E3 Tri-óxido | CA/CC | Universal — alta prestación |
Consejo práctico: Para uso polivalente en taller, el electrodo lantanado WL15 (amarillo) o el E3 (violeta) son las mejores opciones: funcionan tanto en CA (aluminio) como en CC (acero, inoxidable), ceban con facilidad y tienen una larga vida útil. El electrodo toriado WT20 (rojo) ofrece excelentes resultados en CC pero es ligeramente radiactivo: use protección respiratoria al rectificarlo y evite inhalar el polvo generado.
5. Soldadura TIG CA vs CC — Diferencias y cuándo usar cada una
La elección entre corriente continua (CC) y corriente alterna (CA) en soldadura TIG es fundamental: determina qué materiales puede soldar y qué calidad puede alcanzar. Equivocarse en este punto significa, en el caso del aluminio, no poder soldar correctamente bajo ninguna circunstancia.
| Característica | TIG CC (corriente continua) | TIG CA (corriente alterna) |
|---|---|---|
| Materiales | Acero, inoxidable, titanio, cobre | Aluminio, magnesio |
| Arco | Estable, concentrado, preciso | Decapante — rompe la capa de óxido |
| Electrodo | Toriado (rojo), lantanado (amarillo) | Tungsteno puro (verde) o E3 (violeta) |
| Penetración | Profunda y estrecha | Ancha, menos profunda |
| Frecuencia CA | — | 50–200 Hz (ajustable en equipos de calidad) |
| Uso típico | Tuberías, calderería, aeronáutica | Carrocería aluminio, piezas de motor |
Conclusión práctica: si suelda exclusivamente acero o inoxidable, un equipo TIG CC es suficiente. Para aluminio y magnesio, la corriente alterna (CA) es imprescindible: solo la CA genera el efecto decapante necesario para romper la tenaz capa de óxido de aluminio (Al₂O₃, punto de fusión 2.050 °C), muy por encima del punto de fusión del propio aluminio (660 °C). Para un taller polivalente, invierta en un equipo TIG CA/CC como la gama VEVOR, que cubre todos los materiales con una sola máquina.
6. Ajustes de la soldadura TIG: amperaje, caudal de gas y electrodo
Dominar los ajustes de la soldadora TIG marca la diferencia entre un cordón limpio y resistente y un resultado defectuoso. El amperaje (intensidad de corriente), el tipo de corriente (CA/CC), el caudal de gas argón y el diámetro del electrodo de tungsteno influyen directamente en la penetración, el aspecto del cordón y la vida útil del electrodo.
Tabla de amperaje TIG según espesor y material
La regla general es aproximadamente 1 amperio por cada 0,025 mm de espesor para acero y acero inoxidable en CC. El aluminio en CA requiere entre un 25 y un 30 % más de amperaje para el mismo espesor, debido a su alta conductividad térmica. Los siguientes valores son referencias de partida:
| Espesor | Acero / Inoxidable (CC) | Aluminio (CA) | Ø Electrodo |
|---|---|---|---|
| 1 mm | 20–40 A | 30–50 A | 1,0 mm |
| 2 mm | 40–80 A | 60–100 A | 1,6 mm |
| 3 mm | 80–130 A | 100–150 A | 2,4 mm |
| 4 mm | 120–180 A | 150–200 A | 2,4–3,2 mm |
| 6 mm | 180–250 A | 220–280 A | 3,2 mm |
Caudal de gas argón en soldadura TIG
El caudal de gas argón es tan crítico como el ajuste del amperaje: un caudal insuficiente provoca oxidación del baño y del electrodo; un caudal excesivo genera turbulencias que introducen aire en la zona de soldadura — el resultado en ambos casos es un cordón poroso, grisáceo y de baja resistencia. El gas estándar para soldadura TIG es argón puro (pureza 99,99 %, calidad 4.6, ISO 14175-I1-Ar).
Valores de referencia del caudal de argón para soldadura TIG
- Chapa fina (1–2 mm) → 6 a 8 L/min
- Espesor medio (3–5 mm) → 8 a 10 L/min
- Espesor grueso (6 mm y más) → 10 a 12 L/min
- Exterior / corriente de aire → 12 a 15 L/min (o proteger la zona)
Factores que influyen en el caudal de gas
- Diámetro de la tobera: Tobera pequeña → menor caudal necesario. Tobera grande (con lente de gas) → mayor caudal, mejor cobertura.
- Longitud del electrodo expuesto: Salida corta → protección más estable. Salida larga → aumentar ligeramente el caudal.
- Posición de soldadura: Posición plana → caudal estándar. Posición forzada (vertical, techo) → aumentar ligeramente el caudal.
- Entorno: Taller cerrado → caudal estándar. Con corriente de aire → aumentar caudal o proteger la zona con pantalla.
7. Aplicaciones industriales de la soldadura TIG
La soldadura TIG está presente en todos los sectores donde la calidad de la unión es crítica. Sus principales aplicaciones incluyen la fabricación de tuberías y recipientes a presión (calderería industrial, intercambiadores de calor), la industria aeronáutica y espacial, la industria farmacéutica y agroalimentaria (soldaduras higiénicas en inoxidable), el sector automovilístico de competición (bastidores, escapes, suspensiones), la generación de energía (nucleoeléctrica, solar termoeléctrica) y la fabricación de elementos arquitectónicos y piezas de precisión. Su ausencia total de salpicaduras también la convierte en el proceso de referencia para soldaduras en posición difícil.

8. Seguridad y buenas prácticas en soldadura TIG
La práctica segura de la soldadura TIG exige el uso sistemático del equipo de protección individual (EPI): casco de soldadura con oscurecimiento automático y filtro de sombra mínima 10, guantes de soldador específicos para TIG (más finos que los de MIG para conservar la sensibilidad táctil), ropa ignífuga y protección respiratoria adecuada al soldar materiales recubiertos, galvanizados o aleados en espacios cerrados. La radiación UV del arco TIG es significativamente más intensa que la de otros procesos y puede causar queratoconjuntivitis actínica (ojos de arco) y quemaduras cutáneas en segundos.
Formación y cualificación del soldador TIG (argonero)
El soldador TIG — o argonero — se distingue por la coordinación simultánea de antorcha, varilla de aportación y pedal de amperaje: una habilidad que se adquiere con práctica sistemática. Para aplicaciones en estructuras y equipos a presión, la cualificación obligatoria en España y Latinoamérica sigue la norma UNE-EN ISO 9606-1 (acero) o ISO 9606-2 (aluminio), homologable también según ASME Section IX para proyectos con norma americana. El argonero cualificado es un perfil profesional de alta demanda y bien remunerado en el mercado laboral hispanohablante.
Preguntas frecuentes sobre soldadura TIG
¿Cuál es la diferencia entre soldadura TIG y soldadura MIG/MAG?
La soldadura TIG (GTAW) utiliza un electrodo de tungsteno no consumible y varilla de aportación manual, lo que proporciona un control preciso e independiente del calor y del depósito de metal — resultando en una calidad y acabado del cordón superiores. La soldadura MIG/MAG (GMAW) utiliza un hilo-electrodo consumible alimentado en continuo, que permite mayor velocidad de soldadura en producciones de gran volumen. TIG es la elección para calidad y estética, MIG/MAG para productividad.
¿Qué gas se usa en la soldadura TIG?
El gas estándar en soldadura TIG es el argón puro (pureza 99,99 %, calidad 4.6, ISO 14175-I1-Ar), válido para todos los materiales: acero, inoxidable, aluminio y titanio. Para secciones gruesas donde se necesita mayor aporte térmico, puede emplearse una mezcla argón-helio para mejorar la penetración y la velocidad de soldadura. El CO₂ y las mezclas MAG no son compatibles con el proceso TIG: contaminarían el electrodo de tungsteno y arruinarían la soldadura.
¿Qué electrodo de tungsteno usar para soldar aluminio en TIG?
Para soldar aluminio en TIG con corriente alterna (CA), el electrodo recomendado es el tungsteno puro WP (banda verde) o el electrodo E3 (banda violeta). Bajo CA, la punta del electrodo WP forma naturalmente una bola — esto es normal y deseable, ya que optimiza el efecto decapante sobre la capa de óxido del aluminio. En equipos modernos de tipo inversor, los electrodos lantanados WL15 (amarillo) y ceriados WC20 (gris) también funcionan correctamente con CA.
¿Se puede soldar aluminio con soldadura TIG en corriente continua (CC)?
No. El aluminio no puede soldarse correctamente con TIG en corriente continua (CC). El aluminio está recubierto por una capa de óxido de alúmina (Al₂O₃) con punto de fusión de 2.050 °C — muy por encima del punto de fusión del propio aluminio (660 °C). Solo la corriente alterna (CA) genera el efecto decapante necesario para romper esta capa de óxido en cada semiciclo positivo. Para soldar aluminio es imprescindible disponer de un equipo TIG CA/CC.
¿Qué amperaje necesito para soldar chapa de 2 mm de acero inoxidable en TIG?
Para chapa de 2 mm de acero inoxidable con TIG en CC, el amperaje recomendado de partida está entre 40 y 80 A con electrodo de tungsteno de 1,6 mm y varilla de aportación ER308L (para inoxidable 304/316). El ajuste final dependerá de la velocidad de avance, el tipo de unión y la disipación térmica de la pieza. El inoxidable retiene el calor más que el acero al carbono: reduzca el amperaje al cerrar la unión para evitar sobrecalentamiento.
¿Las soldadoras TIG VEVOR son adecuadas para uso profesional?
Las soldadoras TIG VEVOR son equipos de tecnología inversor que ofrecen una excelente relación calidad-precio para talleres, profesionales autónomos y aficionados exigentes. Incorporan cebado por alta frecuencia (HF), control de rampa de subida y bajada de amperaje (slope up/down), post-flujo de gas y conmutación CA/CC según el modelo. Para producción industrial en serie intensiva, los equipos de marcas premium siguen siendo la referencia — pero para un uso regular en taller, las soldadoras VEVOR ofrecen resultados muy satisfactorios a un precio competitivo.
Conclusión: Por qué la soldadura TIG es el proceso de referencia para la calidad
La soldadura TIG (GTAW) sigue siendo el proceso de referencia en todos los sectores que exigen precisión, limpieza y fiabilidad. Con los ajustes de amperaje correctos, el electrodo de tungsteno adecuado, un caudal de argón bien regulado y una comprensión clara de cuándo usar CA o CC, es posible realizar uniones en acero inoxidable, aluminio o titanio que cumplan las especificaciones más exigentes. Explore nuestra selección de soldadoras TIG, MIG y MMA VEVOR y encuentre el equipo ideal para su proyecto.